Döküm
Basınçlı döküm işlemi, kapı donanım parçalarının çeşitli karmaşık şekillerini oluşturmak için erimiş metalin yüksek basınç altında bir kalıba preslenmesidir. Metalin soğuyup katılaşmasını önlemek için bu işlemin çok kısa sürede tamamlanması gerekir. Sıvı metal kalıba enjekte edildikten sonra soğutulması ve katılaştırılması gerekir. Soğutma işlemi genellikle parçanın boyutuna ve şekline bağlı olarak birkaç saniye ile birkaç dakika arasında tamamlanır. Soğuduktan sonra parça kalıptan çıkarılacak ve daha sonra işlenecektir.

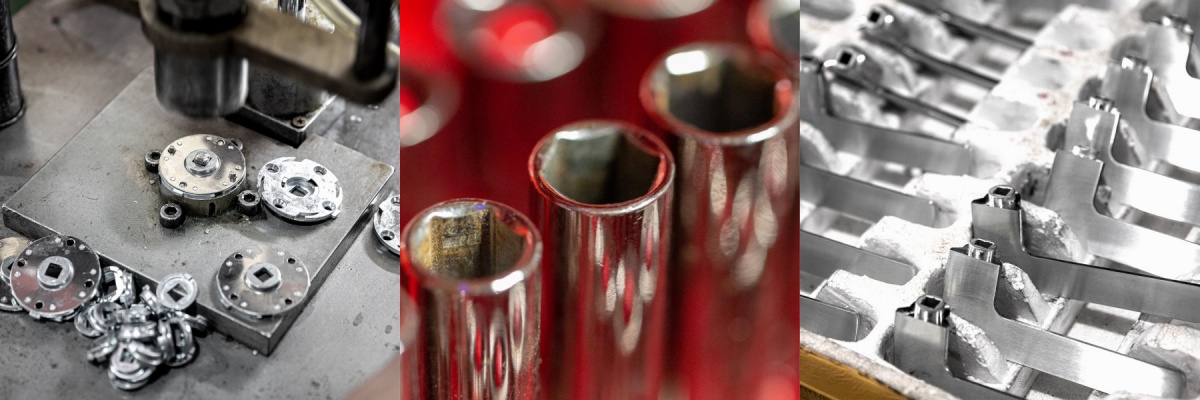
İşleme
Kaldırılan boşluklar ve basınçlı dökümler genellikle çapak alma, yüzey işleme, işleme (delme, kılavuz çekme) vb. gibi bazı işlem sonrası prosedürlere ihtiyaç duyar. Bu prosedürler, tasarım gereksinimlerini karşılamak için parçaların yüzey kalitesini ve boyutsal doğruluğunu iyileştirebilir.
CNC (Bilgisayar Sayısal Kontrolü)
CNC işlemi, takım tezgahlarının hareketini ve çalışmasını kontrol etmek için bilgisayar programlarını kullanır ve kapı donanım parçalarına yönelik çeşitli kesme, frezeleme, tornalama, delme ve diğer işleme görevlerini verimli ve doğru bir şekilde tamamlayabilir.
CNC takım tezgahları insan müdahalesi olmadan sürekli olarak çalışabilir, bu da üretim verimliliğini büyük ölçüde artırır. Karmaşık parçaların işlem süresi önemli ölçüde kısalır ve üretim döngüsü önemli ölçüde azalır.
Programları ve araçları değiştirerek, CNC takım tezgahları farklı parçaların işleme ihtiyaçlarına hızlı bir şekilde uyum sağlayabilir. Bu esneklik, CNC sürecini küçük partili, müşteriye özel üretim modellerine uygun hale getirir.

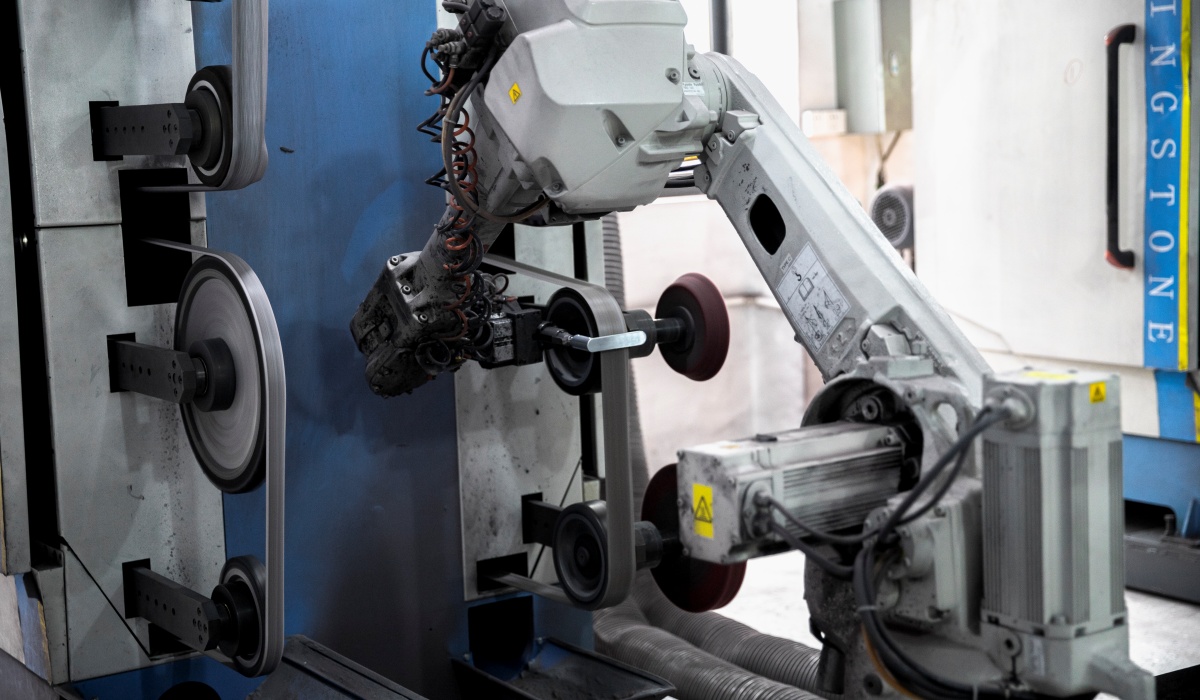
Parlatma
Parlatma her zaman önemlidir. Yaklaşık 15 deneyimli çalışanımızla kendi cilalama tesisimiz var. Öncelikle “çatışmaları” ve “geçit izlerini” parlatmak için kaba (büyük aşındırıcı taneli) aşındırıcı bantlar kullanıyoruz. İkinci olarak şekilleri parlatmak için ince (küçük aşındırıcı taneli) aşındırıcı bantlar kullanıyoruz. Son olarak parlak yüzeyi parlatmak için pamuklu çark kullanıyoruz. Bu sayede elektrokaplamada hava kabarcıkları ve dalgalar oluşmayacaktır.

Yüzey işleme süreci: galvanik/sprey boya/anodizasyon
Hırdavat ürününün yüzeyindeki kirlilikler giderildikten sonra sıra renk eklemeye gelir. Bu işleme "elektrokaplama", bu işlemden geçen ürüne ise elektrokaplama parçaları adı verilmektedir.
Toplantı
Sap ve taban kombinasyonu: Sap kısmı ile tabanı vida veya tokalarla birleştirin ve her parça arasındaki bağlantının sağlam ve gevşek olmadığından emin olun.
Fonksiyonel test: Montajdan sonra, dönüş, anahtar ve diğer işlemlerin düzgün olduğundan ve sıkışma olmadığından emin olmak için kapı kolu üzerinde bir fonksiyon testi yapın.
